Manufacturing Unit
Manufacturing Unit in GIDC Sayakha
PRODUCTION FACILITY
Magnizent Pharma -CHEM is spread over a large industrial area of 31,500 Sq. Feet with 15,000 Sq. Feet production
area with CLEAN ROOM. The production facility at the Company has GMP certifications, where experienced chemists &
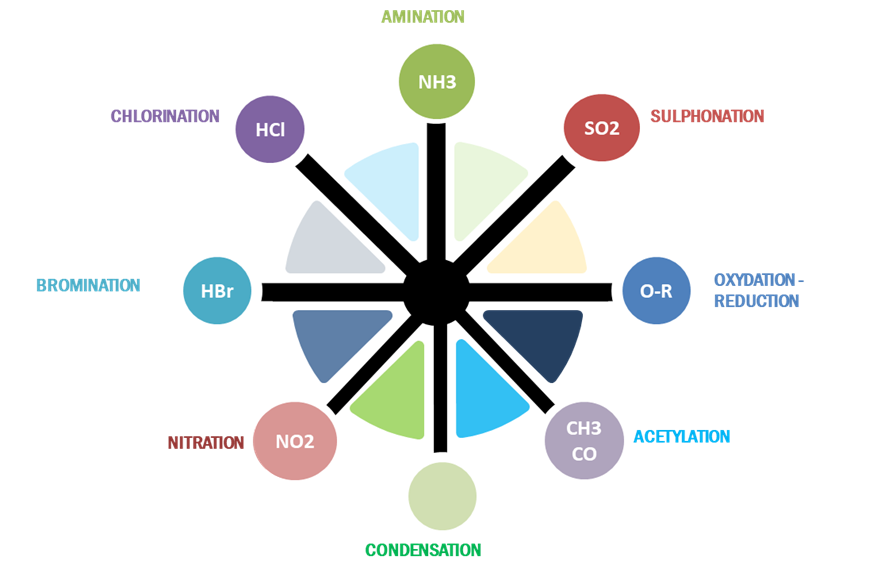
qualified operators are trained to undertake with ease any of the following reactions:
QC - MICROBIOLOGY LAB & QA department
Fully equipped QC lab with (GC, HPLC, Spectrophotometer, KF, Titration, MF, Chamber, Particle Size Analyzer etc ) is located independent of the Production area to avoid cross contamination. Qualified and Experienced QC staff follows GLP (Good Laboratory Practices) norms. Proper records are maintained for necessary period of time at Quality Assurance.
PROCESS IMPROVEMENT LAB
Experts @ our Process Improvement lab diligently work to provide solutions and empower our chemists to choose the right chemistry and de-risk the new product development process from regulatory pressures with access to essential novel research in Chemistry and Pharmaceuticals.
PROCESS VESSELS
UTILITIES
WAREHOUSING



ETP & DISCHARGE
The Company incorporates initiatives towards a clean, green and safer environment. All process emissions are effectively controlled by means of appropriate air pollution control equipments.
ETP plant carries out both primary and secondary treatment.
The Company is a member of CETP by GIDC (20KLPD) and Solid waste disposal facility.